中文
中文 English
English






了解树脂砂轮在制作过程中的常见问题
2022-09-27 周萌
引言:以磨料磨具为工具的磨削加工,是机械加工方法中非常重要的一类方法,而且是精密加工和超精加工最基本的和首选的加工方法,在工业上得到广泛的应用。树脂磨具是磨料磨具的重要组成分,是工业生产应用的重要磨削工具之一
一、树脂砂轮产生质量不稳定的原因的探讨
树脂砂轮生产过程中会产生许多质量问题,由于树脂砂轮制造属于复合材料多学科综合,所以产生原因复杂繁多。
原材料问题:
树脂砂轮是由多种主、辅原材料构成的复杂物系,只要材料是磨料和结合剂,辅助材料则包括填料、增强材料、着色剂等。
1、磨料的因素:
目前市场上磨料质量参差不齐,主要表现为:
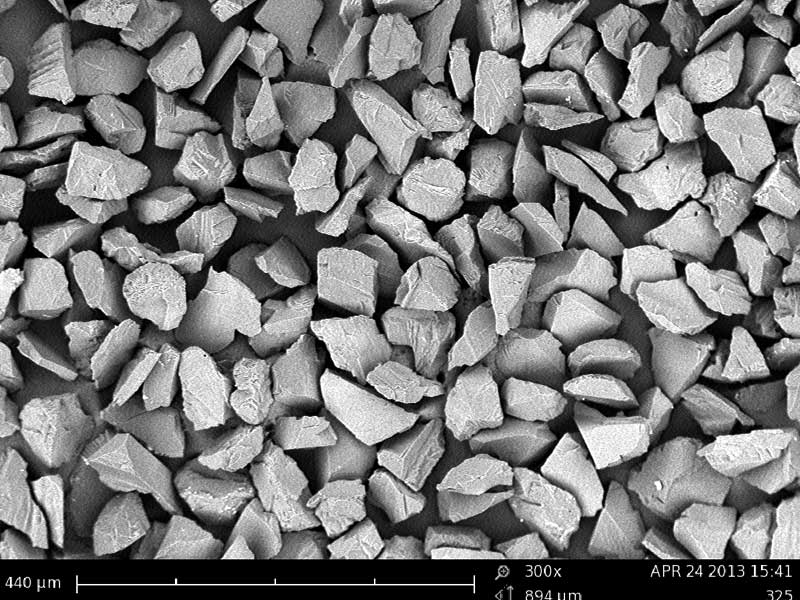
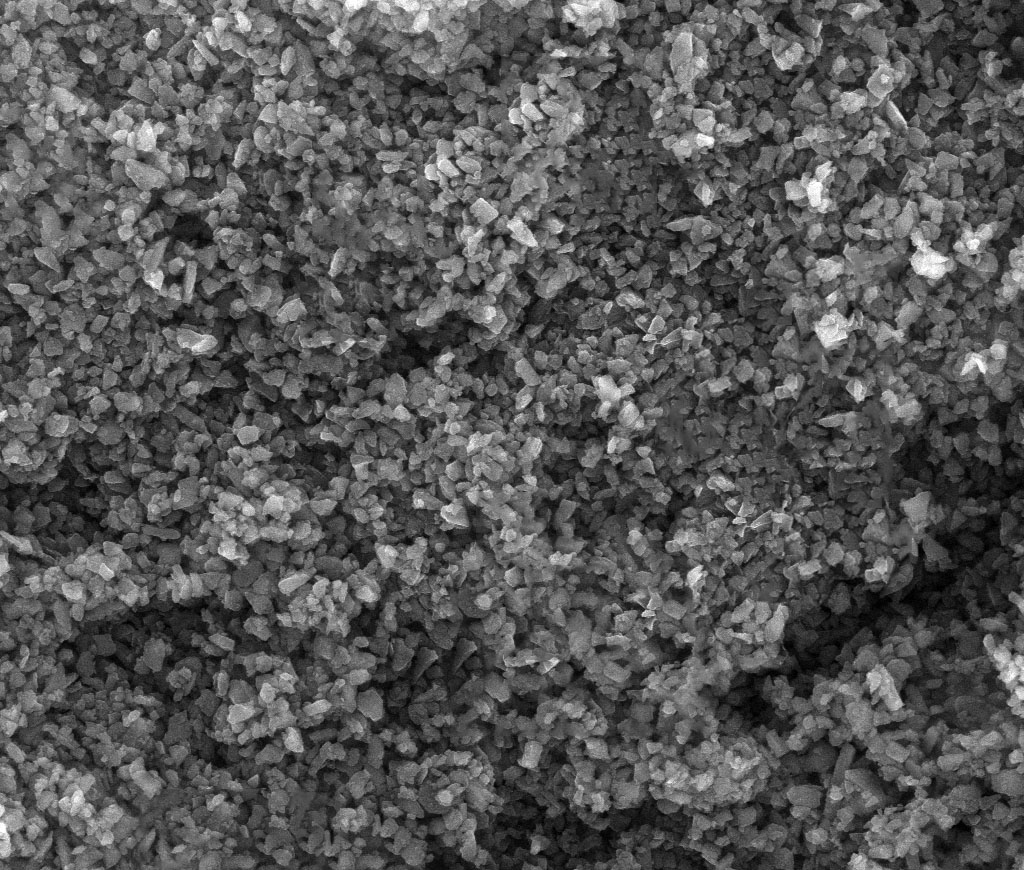
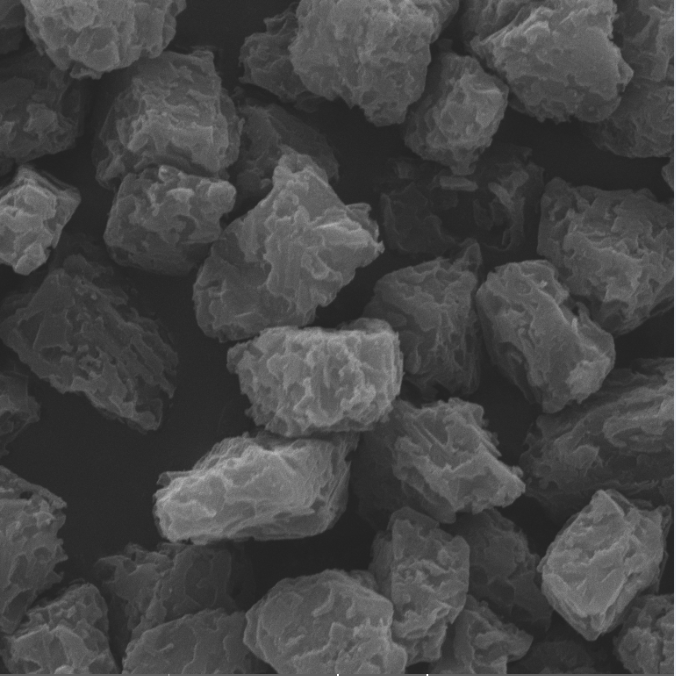
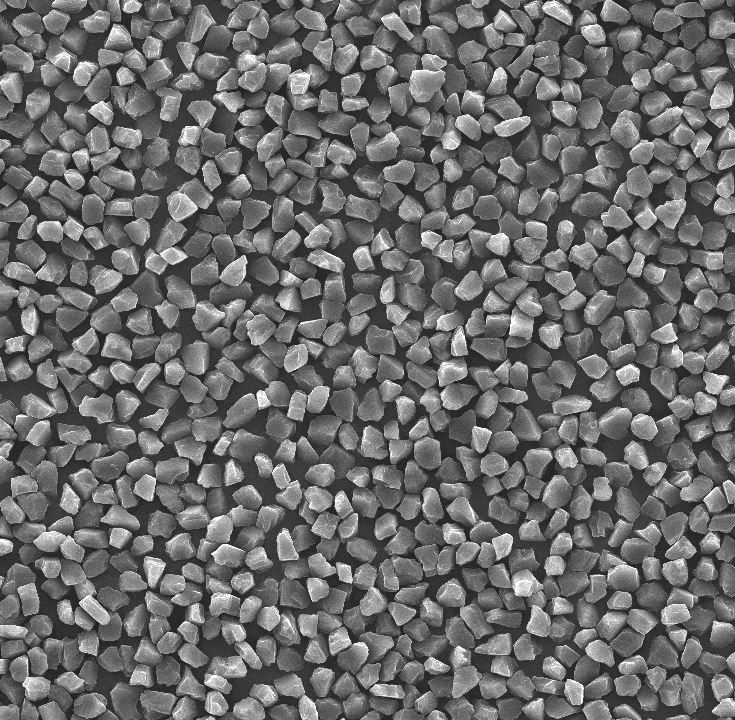
(1)磨料的化学成份往往是合格的,但物理性能差;主要表现在磨料的堆积密度与国外还有差距。
(2)磨料的粒度组成混乱,与标准的规定相差较大;主要表现在同一粒度磨料的基本粒含量与国外有差距。
2、树脂砂轮制造工艺问题:
树脂砂轮制造是工艺性很强的工业产品,在配混料、成型、硬化、加工等工序存在问题较多。
(1)混料工序:混料的关键是均匀性,成型料应达到:各成份分布均匀,保持松散性,但不宜出现明显漏粉,必须保证摊料均匀,具有良好的成型性能。
(2)成型工序:目前国内大多数是旋转摊料机构,但由于旋转摊料机构的局限性,造成很大制造企业有的企业员工操作不得要领,混合料分布不均,行位公差及静平衡超差。
(3)硬化工序:这是最关键的生产工序,容易造成质量问题的因素有两个,是固化烘箱或烧成窑的温差太大;二是装炉的方式不当。硬化炉窑温差过大致使树脂砂轮硬化偏离了设定的硬化规范(硬化曲线),使砂轮的固化(硬化)质量得不到充分保证。
(4)加工工序(主要是大直径高厚度树脂砂轮):树脂砂轮尤其是大直径和高厚度,或者要求尺寸公差严格的砂轮在硬化后要进行加工,以保证砂轮的几何尺寸、形位公差。
(5)生产配方、工艺参数生搬硬套
3、设备工装问题:
(1)设备问题:生产设备是砂轮生产的重要物质条件,有的企业一是设备不足,如没有缺少好的混料机,油压机吨位规格偏小等;同时设备维护保养差,产品质量不易保证。
(2)工装问题:规模较小的树脂砂轮企业部分企业工装管理薄弱,没有良好的存放场所,在生产现场乱堆乱放。
5.检验设备问题:
(1)原材料检验、过程检验、出厂检验,是树脂砂轮生产企业实施有效检验控制的重要内容,但真正做到规范管理、标准化管理的生产企业较少。主要问题有制度不全,职能不落实,管理不严,检验设备短缺失控,检验人员
业务素质较差等。
(2)检验设备设置不全
检验设备不齐全,树脂砂轮的检验设备有3大件:即回转强度试验机;喷砂硬度机(或洛氏硬度机)——树脂切片、磨片除外;静平衡器(对金刚石砂轮还需要动平衡器),其它还应有薄片砂轮端面、径向跳动测定仪、内径量规、游标卡尺、砂轮切割性能试验机等。
(3)检验设备缺乏应有的维护和保养。